





好的耐腐蚀性
00001.
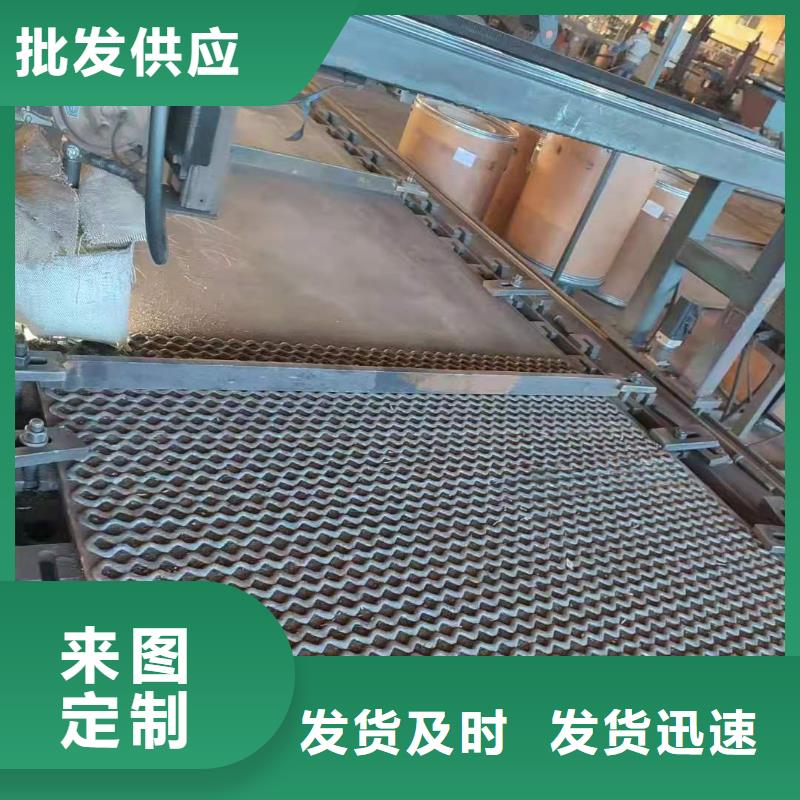
耐磨复合钢板的合金层中含有高百分比的金属铬,故具有一定防锈和耐腐蚀能力。用于落煤筒和漏斗等场合可以做到防止粘煤。
00002.
00003.
品种规格齐全
00004.
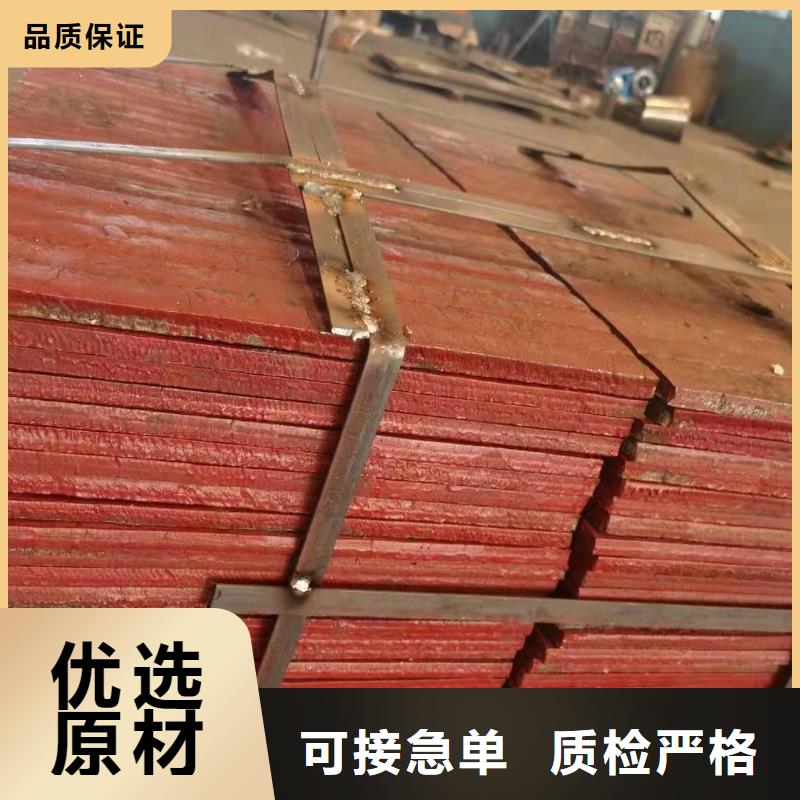
耐磨钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度薄为6mm,厚度不限。标准耐磨钢板可提供1200或3800×12000mm,也可根据用户需求,按图纸尺寸定做加工。耐磨钢板现分为普通型、耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。耐磨板



nm400耐磨板比同内径的铸石管重量轻50%,且耐磨、耐蚀性好,由于使用寿命长,从而支吊架用度、搬运费、安装费以及运行用度降低。
nm400耐磨板可在-50至-700℃温度范围内长期正常运行。材料线膨胀系数6-8×10-6/0C,约为nm400耐磨板的1/2左右。材料具有良好的热不乱性。
因为该钢陶瓷层为(a-AL2O3),属中性特质。因此具有耐酸碱和耐海水侵蚀,并同时具有防垢等特性。


哈曼金属材料(张掖市分公司)拥有多年的 红锈钢板幕墙生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 红锈钢板幕墙产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、



焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板