


我们的【PE钢带增强螺旋波纹管】pe穿线管客户好评视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:【PE钢带增强螺旋波纹管】pe穿线管客户好评的图文介绍

润星电力管材有限公司(吕梁分公司)地处山西吕梁经开区,是一家从事研发设计、生产、销售 HDPE农田喷灌管制品为一体公司,以质量求生存,以信誉求发展,以一切为了顾客的方针准则,赢得了广大客户的信赖。 HDPE农田喷灌管产品畅销全国125个城市地区;诚挚期待与您合作。



从而增强了管道对土壤负荷的抵抗力。(2)阻力系数小。通过能力强。HDPE管的内壁摩阻系数为0.009,而钢筋混凝土管的内壁摩阻系数为0.013。因此,HDPE管比同口径的其他管材可通过更大的流量。换言之,同流量情况下,可采用口径较小的HDPE管。(3)施工便捷。由于HDPE管重量轻,搬运和连接者艮方便,因而施工速度快。在工期紧和施工条件差的情况下,其优势更加明显。(4)化学稳定性佳,使用寿命长。HDPE分子没有极性,所以化学稳定性好,一般使用环境的土壤、电力、酸碱等因素不会使管道损坏。在埋地情况下,HDPE管使用年限可达50年以上。适当的挠曲度。HDPE管属柔性管材,可抵御一定程度的地基不均匀沉降。
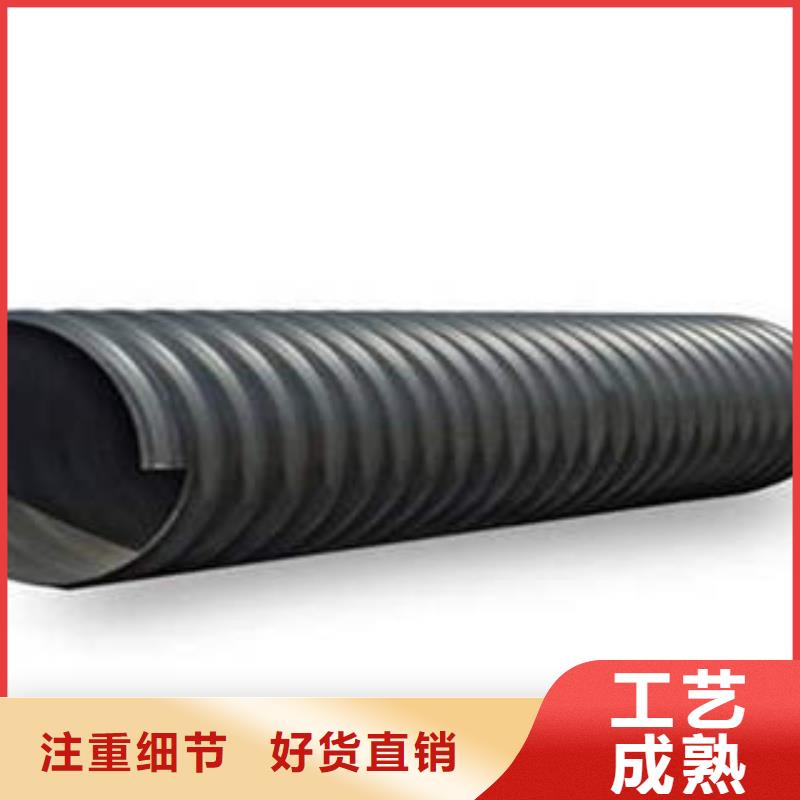
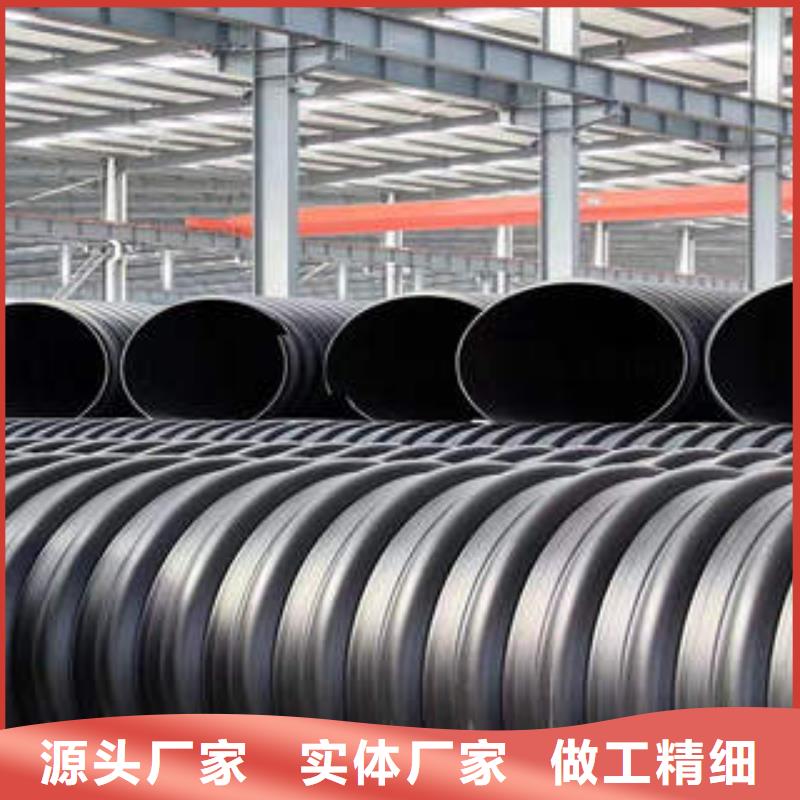
管道接口严密,无渗漏。主要应用于:市政给排水:是代替铸铁管、水泥管的理想管材;大型水利工程:输水、排污、引水管道;煤炭工业:输煤工程、各类通风系统;化学工业;化学容器,特别是腐蚀性液体的贮存、输送;无承载力地带专用管线:沙漠、沼泽、湖区用流体输送;周围腐蚀环境下的管道铺设;衬管、穿管工程的应用。3HDPE钢带增强螺旋波纹管钢带增强螺旋波纹管是由HDPE同时挤出的波纹外壁和一层光滑内壁一次熔结挤压成型的,管壁截面为双层结构,其内壁光滑平整,外壁为等矩排列的具有梯形中空结构的管材。具有优异的环刚度和良好的强度与韧性,重量轻、耐冲击性强、不易破损等特点,且运输安装方便。管道主要采用橡胶圈承插连接他可采用热缩带连接)。
由于钢带增强螺旋波纹管的特殊的波纹管壁结构设计,使得该管在同样直径和达到同样环刚度的条件下,用料(HDPE)省。但受到生产工艺限制,目前国内能生产的 口径也只有DN1200,使得其推广受到—定的限制。4具锌舡方法由于HDPE管为新型管材,没有统一的相关标准供参考,结合生产厂家提供的资料和施工实践,谈一谈缠绕结构壁管热收缩套连接的做法。工艺流程:沟槽开挖一施工排水一管道基础施工试验一回填4.1沟槽开挖挖开挖沟槽应根据施工现场环境、槽深、地下水位高低、土质情况、施工设备及季节影响等因素综合考虑选定。禁止超挖。如果局部超挖或发生扰动,可换填粒径10L_15ram天然级配砂石料或中、粗砂并夯实。沟底如有易滑除的块石、碎石、砖等坚硬物体时。
应铲除至设计标高以下0.2m,然后铺上天然级配砂石料,面层铺上砂土整平夯实。4.2施工排水地下水位高于开挖沟槽槽底高程的地区,施工时应采取降低地下水位的措施,防止开挖后沟槽失稳;降低地下水位的方法,应根据该地区土层的渗透能力、降水深度、施工设备条件等选定;地下水位应降至槽底 点以下0.3—0.5m,沟槽内不得积水,严禁在水中施工;临近建筑物的地方,降低地下水位时,应采取措施,防止施工对建筑物产生影响。管道敷设完成后,进行回填土作业时,不得停止降低地下水。待管道坑定固结后,方可停止降低地下水。43管道基础槽底土基应符合下列要求:槽底土基的承载力较高(~>80KPa)时,可直接采用。但要求槽底连续平整。
管道接口严密,无渗漏。主要应用于:市政给排水:是代替铸铁管、水泥管的理想管材;大型水利工程:输水、排污、引水管道;煤炭工业:输煤工程、各类通风系统;化学工业;化学容器,特别是腐蚀性液体的贮存、输送;无承载力地带专用管线:沙漠、沼泽、湖区用流体输送;周围腐蚀环境下的管道铺设;衬管、穿管工程的应用。3HDPE钢带增强螺旋波纹管钢带增强螺旋波纹管是由HDPE同时挤出的波纹外壁和一层光滑内壁一次熔结挤压成型的,管壁截面为双层结构,其内壁光滑平整,外壁为等矩排列的具有梯形中空结构的管材。具有优异的环刚度和良好的强度与韧性,重量轻、耐冲击性强、不易破损等特点,且运输安装方便。管道主要采用橡胶圈承插连接他可采用热缩带连接)。
由于钢带增强螺旋波纹管的特殊的波纹管壁结构设计,使得该管在同样直径和达到同样环刚度的条件下,用料(HDPE)省。但受到生产工艺限制,目前国内能生产的 口径也只有DN1200,使得其推广受到—定的限制。4具锌舡方法由于HDPE管为新型管材,没有统一的相关标准供参考,结合生产厂家提供的资料和施工实践,谈一谈缠绕结构壁管热收缩套连接的做法。工艺流程:沟槽开挖一施工排水一管道基础施工试验一回填4.1沟槽开挖挖开挖沟槽应根据施工现场环境、槽深、地下水位高低、土质情况、施工设备及季节影响等因素综合考虑选定。禁止超挖。如果局部超挖或发生扰动,可换填粒径10L_15ram天然级配砂石料或中、粗砂并夯实。沟底如有易滑除的块石、碎石、砖等坚硬物体时。
应铲除至设计标高以下0.2m,然后铺上天然级配砂石料,面层铺上砂土整平夯实。4.2施工排水地下水位高于开挖沟槽槽底高程的地区,施工时应采取降低地下水位的措施,防止开挖后沟槽失稳;降低地下水位的方法,应根据该地区土层的渗透能力、降水深度、施工设备条件等选定;地下水位应降至槽底 点以下0.3—0.5m,沟槽内不得积水,严禁在水中施工;临近建筑物的地方,降低地下水位时,应采取措施,防止施工对建筑物产生影响。管道敷设完成后,进行回填土作业时,不得停止降低地下水。待管道坑定固结后,方可停止降低地下水。43管道基础槽底土基应符合下列要求:槽底土基的承载力较高(~>80KPa)时,可直接采用。但要求槽底连续平整。



他们的用料是一样的,都是高浓度的聚乙烯,还有就是他们都是有波纹的,所以,我们看着到的他们的共同点,下面, ,从字面的意思上理解,这是两种不同的管道,一种叫做波纹管一种叫做螺旋波纹管,第二,他们同为有波纹的,但是波纹里面的东西是不同的,HDPE钢带增强螺旋波纹管波纹里面是空的,钢带增强聚乙烯螺旋波纹管里面是有钢带的,钢带在熔融的状态下和聚乙烯融在一起,形成紧密的结合。第三,这两种管道的生产时间不一样的,钢带增强螺旋波纹管相对时间要短一些,所以管道的产量很高,不存在等货的现象。HDPE钢带增强螺旋波纹管和钢带增强聚乙烯螺旋波纹管的区别是什么?总之,不管选择那种管道,都要根据自己的工程需要来进行选择。对不大于20mm的孔洞,在粘贴完成后,可用土工布包缠固定,固化24小时后即可还土。
今天带你了解下HDPE钢带增强螺旋波纹管的生产操作规范。生产操作上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得超过80度。开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。生产中随时观察挤出机的原料供给,谨防断料。当机头模口开始出料时。
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE钢带增强螺旋波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。
今天带你了解下HDPE钢带增强螺旋波纹管的生产操作规范。生产操作上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得超过80度。开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。生产中随时观察挤出机的原料供给,谨防断料。当机头模口开始出料时。
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE钢带增强螺旋波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。

