



我们精心制作的 弯管厂诚信经营产品视频已经准备就绪,探寻 弯管厂诚信经营产品背后的故事,视频带你走进精彩世界!
以下是: 弯管厂诚信经营的图文介绍
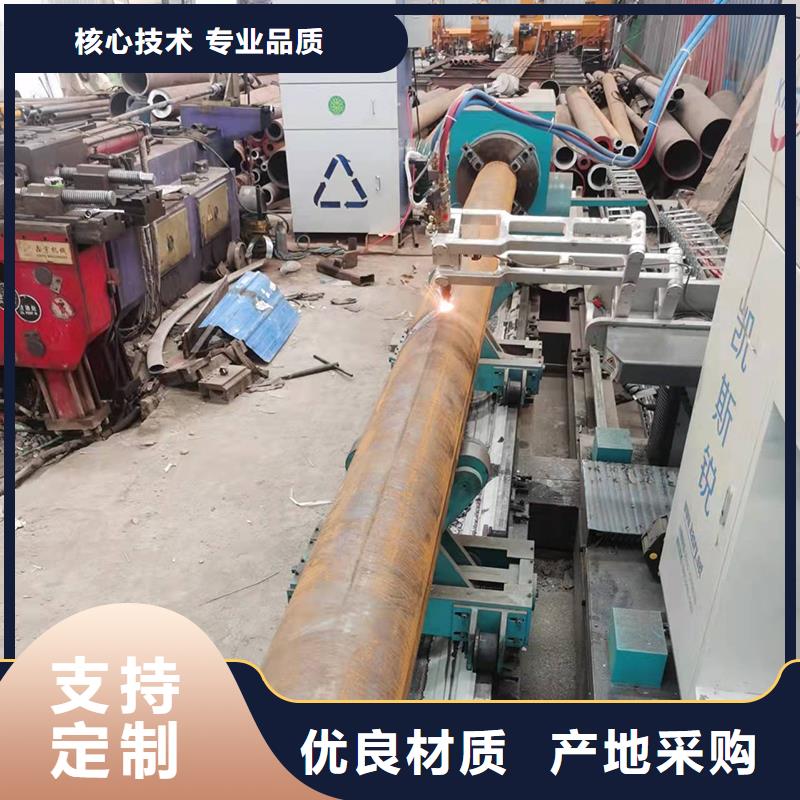
产品优势图


数控液压弯管机的工作原理 1.数控液压弯管机机械部分主要由专管夹紧装置.弯管传动装置.助推装置.床身以及弯管模等组成。 2.弯管原理如下:弯管模固定在在主轴上并随主轴一起转动,管子就被缠绕在弯管模的周向上,弯管模的旋转角度 即为弯曲角度,在同一根管件上可以实现同半径三维多弯,主要有直线送料.空间转角以及弯管三大动作,在完成个弯管角度后,管件送到下一个弯曲位置并连过一空间转角,在进行下一个弯,即可得到相同弯曲半径的空间弯管,弯管模决定了管件的弯曲半径。 3.PLC在液压弯管机控制系统的应用,克服了由继电接触器控制系统容易受环境干扰.故障率高和维修困难等缺陷。



于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。

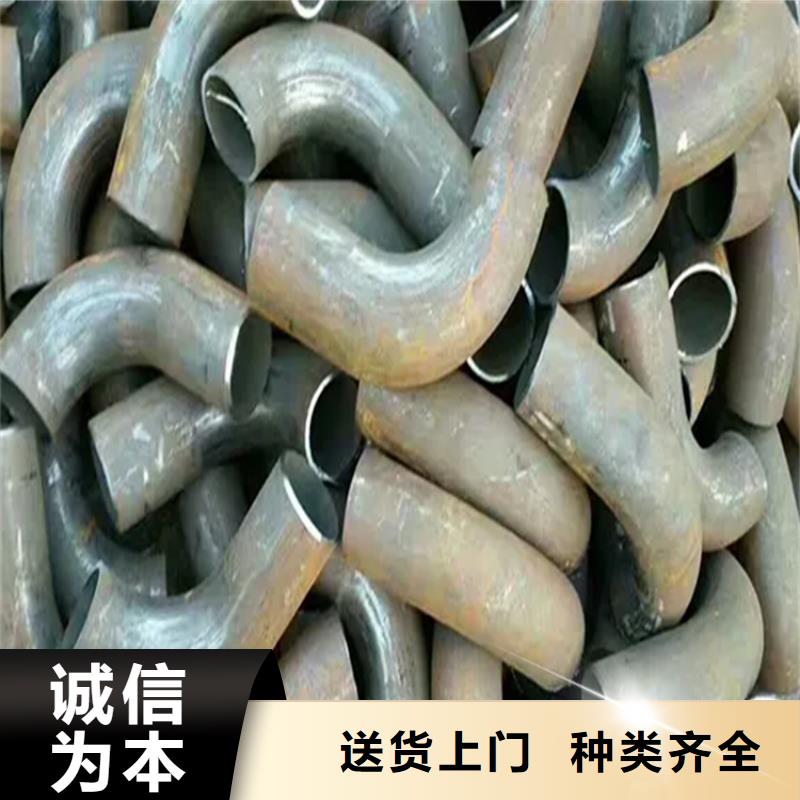
产品案例

公司实力

全自动弯管机主要是由哪些零件组成的? 全自动弯管机主要由扩管机、扩管器、稳压源和自动控制仪等部件组成,弯管机主要由电机、齿轮减速箱和电器开关等部件组成,主要用于驱动扩管器作旋转运动,从而实现密封。 膨胀管是由膨胀棒、膨胀壳和滚筒组成的,实际上也就是我们常说的轮子,是一种膨胀的工具。 自控仪主要用于对管道进行自动控制,能达到各管具有相同的胀紧度,同时还能保证管道胀接质量,避免管道出现过胀或过胀现象。此外,控制仪还设有漏电保护装置,该保护装置能在工具发生漏电时自动切断电源。 稳压源主要由电气元件组成,在工作过程中,它能使电压值稳定在一定范围内,从而有效地控制稳压源的胀紧度。 全自动弯管机主要是由这些部件组成的,希望你能对其有更多的了解。

航萧管件(临清市分公司)位于经济开发区崂山路物流院内,主要生产销售 弯管等产品。我们始终坚持以客户为先,客户至上的服务宗旨,尽力为客户提供便利,竭诚为广大新老客户服务。我公司本着做商先做人的态度,全心全意为客户服务,努力做到质量好,效率高,价格优,服务棒。 公司以良好的企业文化氛围为主流,树立务实、严谨、诚信的敬业精神,实行科学规范化管理,细化量化操作环节,推行岗位责任制。公司本着“市场为海,质量作帆”的经营理念和“和谐、关爱、发展、共存”的企业人文精神,真诚为新老客户提供好的产品和售后服务。

